News Information
新闻资讯![]()

什么是工业陶瓷
发布日期:2016-12-23浏览量:4088
工业陶瓷,即工业生产用及工业产品用陶瓷。是精细陶瓷中的一类,这类陶瓷在应用中能发挥机械、热、化学等功能。由于工业陶瓷具有耐高温、耐腐蚀、耐磨损、耐冲刷等一系列优越性,可替代金属材料和有机高分子材料用于苛刻的工作环境,已成为传统工业改造、新兴产业和高新技术中必不可少的一种重要材料,在能源、航天航空、机械、汽车、电子、化工等领域具有十分广阔的应用前景。利用耐腐蚀、与生物酶接触化学稳定性好的陶瓷来生产冶炼金属用坩锅、热交换器、生物材料如牙人工漆关节等,利用俘获和吸收中子的陶瓷来生产各种核反堆结构材料等。
工业陶瓷的分类
发布日期:2016-12-23浏览量:4701
指应用于各种工业的陶瓷制品。又分以下6各方面: (1)、建筑一 卫生陶瓷: 如砖瓦,排水管、面砖,外墙砖,卫生洁具等; (2)、化工陶瓷: 用于各种化学工业的耐酸容器、管道,塔、泵、阀以及搪砌反应锅的耐酸砖、灰等; (3)、化学瓷: 用于化学实验室的瓷坩埚、蒸发皿,燃烧舟,研体等; (4)、 电瓷: 用于电力工业高低压输电线路上的绝缘子。电机用套管,支柱绝缘于、低压电器和照明用绝缘子,以及电讯用绝缘子,无线电用绝缘子等; (5)、耐火材料: 用于各种高温工业窑炉的耐火材料; (6)、 特种陶瓷: 甩于各种现代工业和科学技术的特种陶瓷制品,有高铝氧质瓷、镁石质瓷、钛镁石质瓷、锆英石质瓷、锂质瓷、以及磁性瓷、金属陶瓷等。

热烈庆祝公司网站上线
发布日期:2016-12-23浏览量:4187
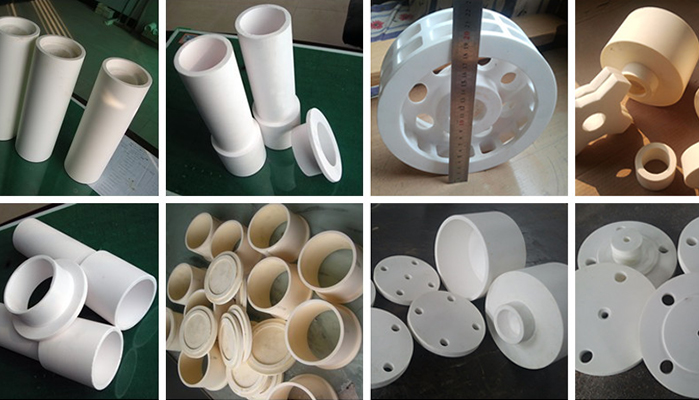
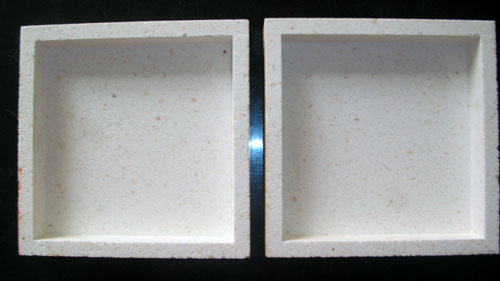
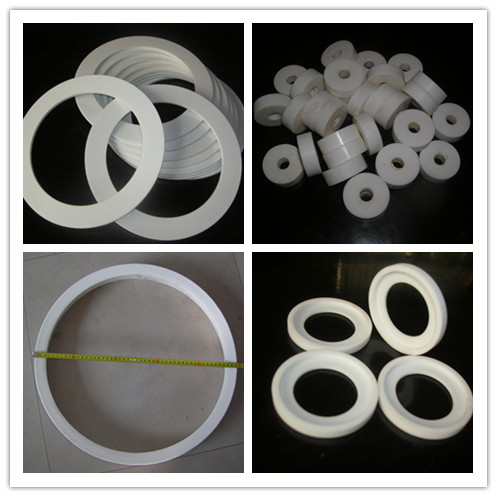
热烈庆祝公司网站上线。 济源市天嘉技术陶瓷有限公司位于河南省济源市工业西区,于一九九七年建立。本公司现拥有固定资产5000万元,德国WISTAR10m3大容量梭式窑炉一台(其煅烧温度可达1750℃)和3m3高温梭式窑炉一台,德国等静压机三台以及国产自动干压机六台(规格40~500吨);磨床若干台。 本公司可年产氧化铝陶瓷及复合陶瓷、增韧陶瓷等5000吨,主要产品有各种规格、形状的氧化铝陶瓷管、陶瓷环,氧化铝陶瓷棒、陶瓷柱,陶瓷球阀,泥浆泵陶瓷缸套及各种大型氧化铝异形件,耐磨衬板、耐磨衬砖、耐磨内衬片,研磨瓷球、填料球、蓄热瓷球和环保瓷球,刚玉莫来石匣钵,氧化铝陶瓷造粒粉,长余辉发光材料氧化铝粉和抛光粉,及用于军工行业的陶瓷防弹片等,其中有6项正在申请国家专利。 产品广泛应用于电子、化工、冶金、钢铁、石油、煤炭开采、机械设备、纺织等行业,以及航空、航天、汽车、国防、环保等高科技领域。 Jiyuan Tianjia Technology Ceramics Co., Ltd. locates in western industrial districts of Jiyuan City,Henan Province, and was founded in 1997. After more than 10 years of development, it has had fixed assets of 50,000,000 RMB, and a WISTAR10m3 high-capacity shuttle kiln made in Germany(its calcination temperature can reach 1750℃), a 3m3 high-temperature shuttle kiln, three German isostatic pressing machines, six home-made automatic dry press machines (40 ~ 500 tons as specification), and several Grinding machines. The company has an annual output of 5000t of alumina ceramics, composite ceramics and toughened ceramics. Its main products are all kinds of alumina ceramic pipes and rings, alumina ceramic rods, ceramic columns, ceramic balls, ceramic ball valves, mud pump ceramic liners and various large aluminum oxide irregular parts, wear-resisting plates, wear-resisting lining bricks, wear-resisting linings, ceramic grinding balls, padding balls, ceramic heat-storing balls and environmental protection ceramic balls, corundum-mullite saggers, alumina ceramic granulation powder, calcined alumina powder, luminous powder, polishing powder, and ceramic bulletproof slices used for military industry, and so on. In which six products are being applied for the National Patents. Our products are widely applied in industries of electronic, chemical, steel&iron, metallurgy, petroleum, coal mining, machinery equipment, textile,etc., and some hi-tech fields such as aviation, aerospace, automobile, national defense, and environmental protection,etc.
0391-6663898

手机站